Automotive Test Equipment
Huff Technologies has a long history of providing sophisticated testing equipment for all manufacturing industries. Leading auto manufacturers seek out our expertise to help with their testing of critical components and parts. Our engineering staff regularly develop test solutions for automotive research and development. We specialize in PC/PLC based systems to test your specific parts.
The automotive industry today is operating during a time of technological advancement that is fast-paced and rapidly changing. This presents a lot of unique hurdles from a consumer and regulation standpoint. Introducing new technologies into the automotive industry creates challenges. Engineers and processes alike reach their limits to maintain pace. Timelines are taxed and budgets stretched.
R&D timelines become shorter and shorter. Many auto makers and automotive suppliers have moved their testing, validation, and verification earlier in their development processes. Often this involves outside resources to complement in-house efforts or a trusted outside resource to provide the testing required for their validation and verification requirements.
Listed below are some of our latest test systems:
- High Accuracy Cam Phaser Tester
- Thermal Shock Tester
- EGR Cooler Tester
- Multi Axis Rotary Endurance Tester
- Shifter Tester
- Transmission Testers
- Pedal Testers
- Heat Exchanger Performance Tester
Fill out our contact form today to learn more about how we can meet your automotive or motorized vehicle equipment testing needs.
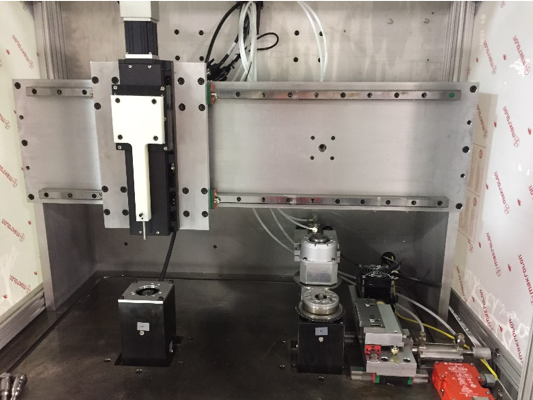
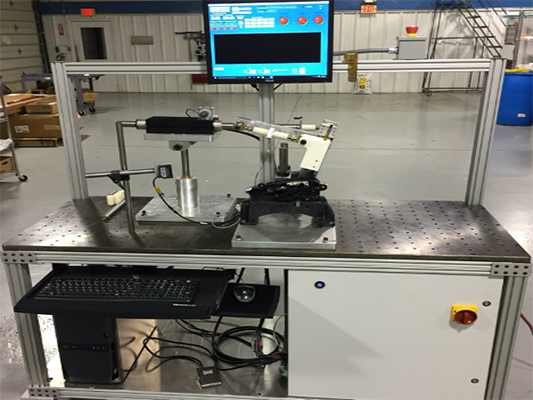
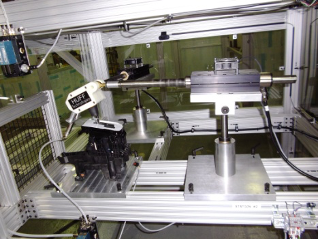
Automotive Testing Photos